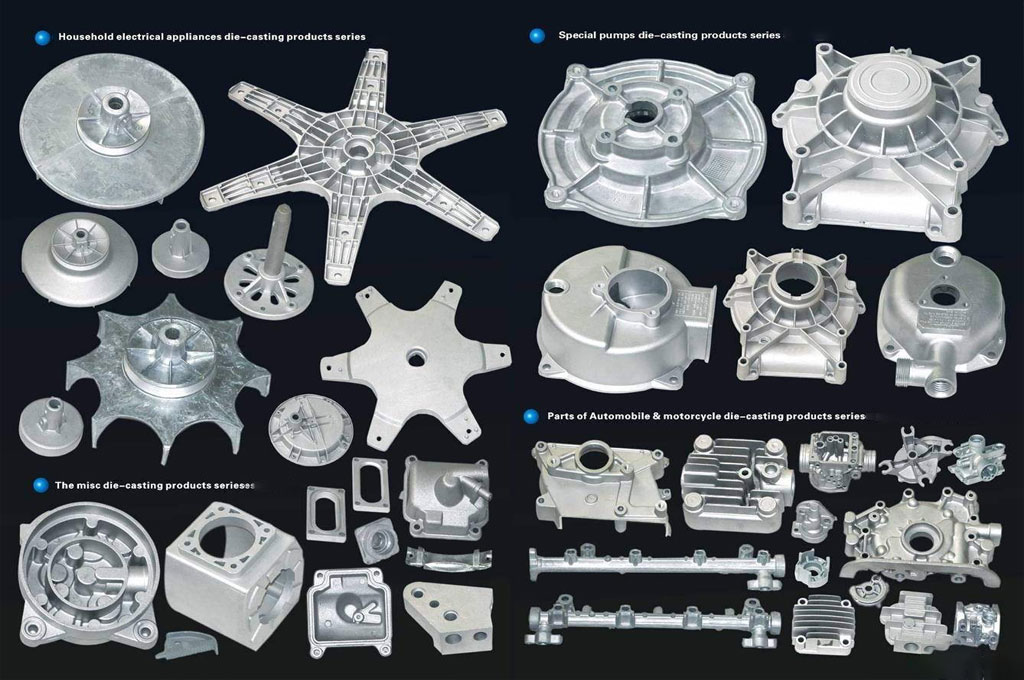
Aluminum Die Casting
We are capable of producing both high quality aluminum die casting parts and mold. Main capabilities can be breakdown as below:
- Die Casting Aluminum Alloy: A356, A360, A380, A383 A413; ADC1, ADC3, ADC6, ADC10, ADC12; ZL102, ZL104, AlSi12, YL104, YL112, YL113
- Die Casting Mold Material: H13, NAK55, NAK80, SDK61, S136, LKM2344, LKM718, etc
- Mold Base Brand: LKM(China), DME, EMP, Hasco, MISUMI
- Mold Life: 80,000~150,000 shots
- Tolerance Standard: +/-0.005mm
- Part Weight: 30 gram~50KG
- Die Casting Machine Tonage: 1650T~3000T
What Is Aluminum Die Casting – Aluminum Die Casting Define
Aluminum is the most abundant metal element on earth. After being made into aluminum alloy, it has the advantages of low density, high specific strength, good corrosion resistance, good thermal stability, good machining performance, stable recycling performance, high recycling efficiency, and low cost. advantage. In March 1994, Audi launched the first luxury sedan Audi A8 at the Geneva Motor Show with the world’s unique Audi all-aluminum body frame structure (Aluminum Space Frame, ASF). %. In 2013, the Ford GT, a century-old model of Ford in the United States, adopted an all-aluminum structure, and most of the outer body panels were manufactured using aluminum alloy superplastic forming technology, which achieved a 64% weight reduction of the entire vehicle. As far as the global automobile industry is concerned, the average amount of aluminum alloy used in each vehicle exceeds 120 kg, accounting for about 10% of the total vehicle weight. The trend of replacing steel with aluminum is increasing.
The current advanced manufacturing processes mainly include: laser welding, hydroforming, squeeze casting and high vacuum die casting, etc. The widely used lightweight materials include high-strength steel, aluminum alloy, magnesium alloy, reinforced plastic and composite materials, etc., structural optimization Design includes topology optimization, size optimization, shape optimization and multidisciplinary comprehensive design optimization.
Compared with other manufacturing processes, the die-casting process has high production efficiency, high dimensional accuracy, excellent mechanical properties, high material utilization, and better economic benefits in mass production.
Aluminum die casting is an aluminum alloy die casting that is formed by applying high pressure to the molten metal in the mold cavity, that is, die-casting with a die-casting machine.
Among the aluminum alloys for automobiles, die cast aluminum alloys and other cast aluminum alloys account for about 80%, and processed aluminum materials (plates, strips, foils, tubes, rods, shapes, wires, forgings, powders, pastes, etc.) account for only about 20%. , the amount of die-casting parts accounts for about 70% of the total amount of casting products, so die casting aluminum alloy products account for about 54% to 70% of automotive aluminum.
Since 2009, china’s automobile sales have ranked first in the world for 10 consecutive years, from 13 million in 2009 to over 27 million in 2019. With the increasingly fierce competition in the automobile market, various manufacturers are developing in the direction of high quality, high reliability, light weight, energy saving and environmental protection, and low cost. With the tightening of automobile emission standards and international environmental protection policies, new energy vehicles It has become the key development direction of the future automotive field, and more and more structural components of high-strength and high-quality new energy vehicles (automobile body, column, chassis, shock tower, etc.) need to be manufactured by die-casting forming process. All these show that aluminum alloy die-casting occupies a pivotal position in the die-casting industry and is the mainstream of the die-casting industry.
Aluminum Die Casting Service In China – Advanced Aluminum Alloy Die Casting Parts Manufacturer
Aluminum die casting is a great choice for manufacturing parts with the highly valued combination of light weight and superior strength at a high rate. Are you considering a cost-effective die casting project? Working with Pintejin Die Casting Company – a specialty aluminum die casting services supplier is the right choice. With over 30 years of experience in metal casting and mold making, we are capable to assist our customers including engineers and designers to bring their aluminum die casting design to a real product that meets or exceeds their expectations, while maintaining the economy of the casting supplies at the same time.
With die casting machines ranging from 1650 up to 3,000 metric tons and CNC machine centers, we can produce aluminum die casting parts from a few grams to more than 50 kg with superior quality ready for assembly. Pintejin provides high pressure die casting and a range of other die casting processes. Process monitoring, press side imaging, robotics, MAGMAsoft® flow simulation, perpetual tooling, and tool maintenance programs are utilized to extend tool life, reduce cycle times, reduce costs, and provide high quality die castings.Pintejin provides superior quality aluminum die casting parts and components for a wide range of industries including automotive, food dairy, machinery, medical, plumbing, watering, mining, petrochemical, electrical, energy, aerospace, submarine and others.Contact us online to get a FREE quote or get more information from our expert staff on our aluminum casting services. For your convenience, you can now fill out an online RFQ.
The Material Information Of Aluminum Die Casting
Aluminum is an incredibly strong metal, even at low temperatures. It’s also lightweight, making it the perfect material choice for durability and ease of use. This is especially true for making products with thin walls because aluminum can withstand pressure within a lightweight frame.
- Aluminum A380:Tensile Strength (Mpa):325;Thermal Conductivity (W/mK):96;A380 aluminum alloy is the most common special aluminum alloy, because it combines the characteristics of easy casting, easy machining, and good heat conduction. Flexibility, pressure bearing, and high temperature cracking resistance Although A380 type has always been considered to be easy to machine, it is slightly rough due to its higher silicon content. It is used in a wide variety of products, including chassis for electrical equipment, engine mounts, gearboxes, furniture, generators and hand tools.
- Aluminum A360:Tensile Strength (Mpa):317;Thermal Conductivity (W/mK):113;Aluminum A360 is a high-strength aluminum alloy material. Can be used to make abrasives. Heat-treatable strengthening. Its strength is higher than that of ZL101.ZL102 and other alloys. The alloy has good casting properties, no hot cracking tendency, high air tightness, and small linear shrinkage; but the tendency to form pinholes is relatively large, and the melting process is complicated. The alloy has good corrosion resistance, general machinability and weldability.
- Aluminum 413:Tensile Strength (Mpa):295;Thermal Conductivity (W/mK):121;Aluminum 413 can be strengthened by heat treatment, and its performance is similar to ZL108. Due to the Ni content, the price is relatively higher.
- Aluminum 383:Tensile Strength (Mpa):310;Thermal Conductivity (W/mK):96;Aluminum 383 Often used for highly intricate components.Aluminum 383 Has Good corrosion resistance, lightweight.
- Aluminum B390:Tensile Strength (Mpa):317;Thermal Conductivity (W/mK):134;Aluminum B390 is a typical hard aluminum alloy in the aluminum-copper-magnesium series. Its composition is relatively reasonable and its comprehensive performance is better. The characteristics of this alloy are: high strength, certain heat resistance, and can be used as working parts below 150°C.
- Aluminum A413:Tensile Strength (Mpa):290;Thermal Conductivity (W/mK):121;Aluminum A413 has a slightly more complicated production process than ADC12 due to strict requirements on alloy composition, but the casting performance of the alloy is very good, and the machinability is also good, but it is sticky to the knife, especially for tapping threaded holes. Due to its low copper content, Aluminum A413 is often used in applications where corrosion resistance is required and where elongation of castings is high.

Related Guide Of Aluminum Die Casting
The Characteristics Of Aluminum Die Casting Process
In addition to good die-casting process properties and mechanical properties, die-casting aluminum alloys also need to have the following process properties:
- Good thermoplastic rheological properties. It should have good thermoplastic rheological properties when the superheat is not high and near the liquid and solidus temperature, so as to realize the filling of complex cavities, form a good casting surface, and avoid shrinkage defects. ;
- Smaller linear shrinkage rate to avoid cracks and deformation in the die casting process, and improve the dimensional accuracy of the product;
- The smaller solidification temperature range is convenient to achieve rapid and simultaneous solidification, and reduce the number of defects such as internal shrinkage holes;
- Good high temperature thermal strength to avoid thermal cracking or serious deformation during mold opening;
- Good interface performance of casting/mold, no chemical reaction with die-casting mold, low affinity, avoiding sticking and alloying reaction at the interface of casting/mold;
- Good physical and chemical properties, it is not easy to inhale and oxidize in the high temperature molten state, which can meet the needs of long-term heat preservation in the die-casting process.
The Classification Of Die Casting Aluminum Alloy
According to the alloy composition, die-casting aluminum alloys can be divided into four series: Al-Si (Al-Si-Cu, Al-Si-Mg), Al-Cu, Al-Mg and Al-Zn.
Al-Si die-casting alloys are the most widely used due to their small crystallization temperature interval, large latent heat of crystallization and specific heat capacity of silicon phase solidification, small linear shrinkage, good flow properties, mold filling properties, and small tendency of hot cracking and porosity. Although Al-Cu die-casting alloys have high mechanical properties, the addition of Cu element reduces the corrosion resistance of the material, and the service life of die-casting products is greatly reduced, and the die-casting process is prone to segregation and cracking, so the application range is small. . Compared with Al-Si based die-casting alloys, Al-Mg based die-casting alloys have poor casting properties, large fluctuations in mechanical properties and large wall thickness effects, are prone to cracking during die casting, and have a greater tendency to stress corrosion; Aging can obtain better mechanical properties, but its corrosion resistance is poor, thermal cracking and stress corrosion are prone to occur, and it is used less. Table 1 shows the grades, chemical compositions and mechanical properties of the commonly used die-casting aluminum alloys. Among them, Al-Si-Cu alloys are the most widely used, such as AlSi9Cu3 (A380) and AlSi11Cu3 (ADC12).
Since the latent heat of solidification of Si element is much greater than that of Al element, adding an appropriate amount of Si can improve the process flow performance of the alloy, reduce the tendency of hot cracking, and improve the air tightness, corrosion resistance and thermal conductivity of the material. When adding 25% Si element At the same time, the shrinkage of the solidified body of the die-casting alloy can be reduced to 0, and it can be used to manufacture die-casting products with extremely high dimensional stability requirements such as pistons [8]. Fe element can improve the mold release performance. Generally, the addition amount needs to be more than 0.6%. Excessive Fe element is easy to form needle-like or flaky β-AlFeSi phase, which reduces the plasticity of the alloy. While increasing the content of Fe element, an appropriate amount of Mn element ( ≤0.5%) to improve the mold release properties of the alloy.
Adding Cu element can enhance the corrosion resistance, mechanical strength and thermal conductivity of the alloy, and improve the process fluidity, creep resistance, fatigue resistance and machinability of the alloy. When Cu exists in the form of a network compound, the strength and hardness of the alloy can be significantly improved, but the elongation is slightly decreased; when Cu forms a network compound, the strength and elongation of the alloy are greatly reduced. Mg element can improve the corrosion resistance and mechanical strength of the alloy, and the tendency to stick to the mold will also be reduced, and the machinability of the alloy can be improved.
Al-Si-Cu series die-casting alloy materials usually add 0.5% to 1.0% of Sm to refine the size of the eutectic silicon phase, reduce the secondary dendrite arm spacing, and improve the strength and plasticity of the alloy; add an appropriate amount of Sr Elements (0.02% to 0.08%) can improve the morphology of eutectic silicon while achieving grain refinement and effectively improving the comprehensive mechanical properties of die-casting alloys. The addition of 1% to 1.5% Ni element can improve the strength, hardness and corrosion resistance of the alloy, and significantly reduce the damage of the alloy to the mold. At present, the most commonly used die-casting aluminum alloy A380 in China can increase the elongation to more than 5.0% by increasing the content of Si, Mn and Mg, reducing the content of Fe and Cu, and adding 0.04% Sr and 0.05% Be elements.
Typical Automotice Applications Of Die Casting Aluminum Alloys
The development of the die-casting industry is closely related to the automobile industry. In recent years, people’s requirements for automobiles gradually tend to be high performance, low pollution, low energy consumption and other indicators. The weight of the car plays a decisive role in the fuel economy. It can reduce 0.7 L/100 km, and lightweight design has become the most critical indicator of current fuel-based and new energy vehicle design. In the 1940s, the Italian Fiat Automobile Company developed aluminum alloy cylinder heads and applied them to some models; in the 1950s, a German automobile company improved low-pressure casting technology and produced aluminum alloy die-casting parts with complex structures, and began to produce a large number of them. Production of aluminum alloy die-casting parts such as engine rear covers and air-cooled cylinder heads; since the 1960s, due to the development of high-pressure die-casting technology, the application of die-casting aluminum alloys in automobiles has increased significantly, gradually replacing cast iron, laying the foundation for the widespread use of aluminum alloys in the modern automobile industry. The basis of die castings. At present, the application range of aluminum alloy die castings in the domestic and foreign automotive industries is classified according to the function of use, and has been used in structural parts, stress parts, safety parts and decorative parts, mainly including the following aspects:
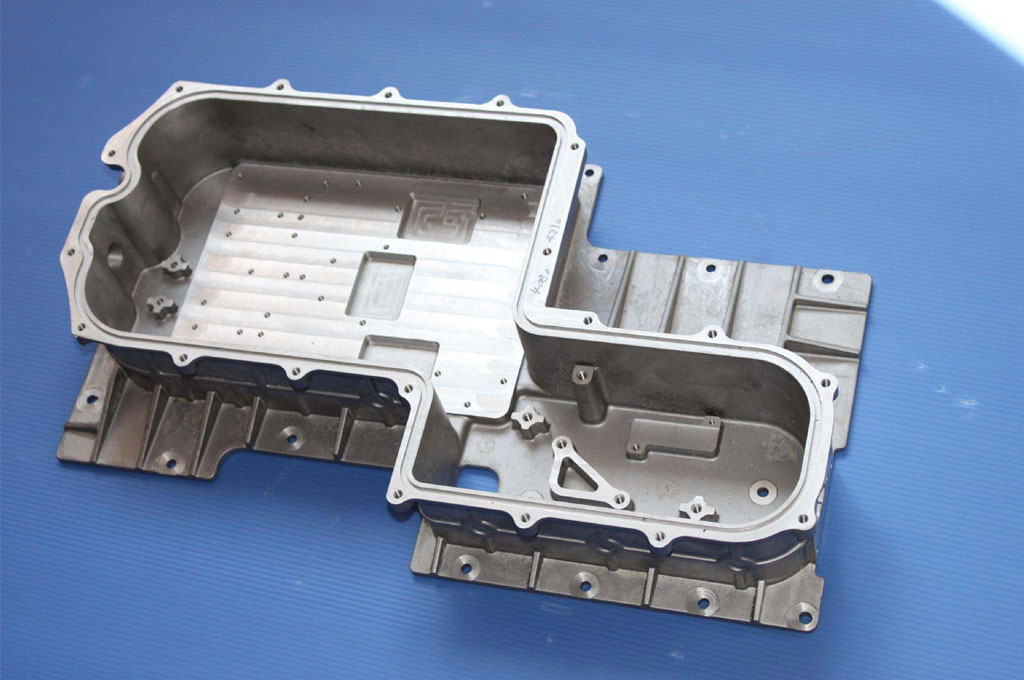
- Power system: cylinder block, cylinder head, cylinder head cover, crankcase, cylinder head cover, oil pan, piston, pump body, pump cover, intake pipe, generator housing, engine gear room, six-seat rocker Arm mounts, various engine brackets, etc.;
- Transmission system: transmission housing, transmission oil circuit board, clutch housing, shift fork, gearbox bracket, etc.;
- Steering system: chain cover, rack housing and turbine housing.
- Chassis assembly: suspension bracket and beam;
- Body: wheels, skeleton and decorative products;
- Others: shock absorber lower end cover, compressor bracket, clutch pedal and brake pedal, etc.
Microstructure And Properties Of Die Casting Aluminum Alloy
The injection pressure ratio commonly used in die casting ranges from thousands to tens of thousands of kPa, up to 2 × 105 kPa, and the injection filling speed is about 10 to 50 m/s, sometimes even as high as 100 m/s, so the filling time is Very short, generally within 0.01 to 0.2 s. Compared with other casting processes, the process characteristics of die casting are mainly reflected in "high-speed filling and high-pressure solidification". Under high-speed filling, the melt can quickly fill the mold cavity, accurately replicating the size, shape and surface characteristics of the cavity. However, in the process of high-speed filling, the liquid metal is in a turbulent state, and it is easy to entrain the gas to form hole defects, and the entrained gas is wrapped by the free surface covered with an oxide film (about 1 μm in thickness), which significantly reduces the mechanical properties of the alloy material. Combined with the rapid cooling of the metal cavity under high pressure, the alloy melt can be rapidly solidified in a very short time, and a solidified structure with uniform structure and fine grains can be obtained. The dendritic α-Al matrix structure is Al-Si eutectic structure with increasing volume fraction from outside to inside.
For die-casting aluminum alloys, the primary α-Al matrix phase and Si phase in the alloy can usually be refined by adding rare earth elements, and at the same time, the silicon phase transformation of the eutectic Si phase can be realized, and the strength and plastic toughness of the alloy material can be improved. There are three main forms of rare earth elements in die-casting aluminum alloys, namely solid solution in α-Al matrix, segregation at phase boundary, grain boundary and dendrite boundary, and solid solution in compound or in the form of compound. . After adding a suitable content of rare earth elements, the rare earth elements are easy to be enriched at the front of the solid-liquid interface during solidification, so that the concentration gradient of the front liquid phase increases, resulting in supercooling of components;
When the undercooling degree is greater than the critical undercooling degree required for nucleation, the liquid phase nucleation rate of the alloy will be greatly increased, the secondary dendrite spacing of the alloy will be reduced, and the melt will be refined, so that the clusters increase and become smaller. , prolonging the grain growth time, the dendrite overlap time is also delayed, and the flow properties of the alloy material are improved.
After adding 1.0% Sm element in ADC12 die-casting aluminum alloy, the eutectic Si phase changed from coarse needle-like to short rod-like and fine spherical structure, SDAS was reduced from 51 μm to 15 μm, and the average grain size was reduced from 90 μm to 40 μm. Figure 5 shows the microstructure of A380 die-cast aluminum alloy with different contents of Sm added. After adding a trace amount of La element and performing solution aging heat treatment, the coarse and polygonal primary crystal silicon in the alloy structure disappeared, the morphology of eutectic silicon changed from long needle-like to short rod-like and dispersed distribution, the morphology of harmful compounds was improved, and the solid solution The higher the temperature, the more the harmful intermetallic compounds are dissolved, and the finer the grains are, as shown in Figure 6. When the addition amount of La element is between 0 and 0.15%, the tensile strength, hardness and impact toughness of the alloy continuously increase with the addition amount, and the mechanical properties peak at 0.15% addition amount;
When the addition amount of La element exceeds 0.15%, it is easy to form acicular rare earth-rich phase, which deteriorates the mechanical properties of the material. Adding an appropriate amount of Fe element (>0.6%) to the die-casting aluminum-silicon alloy can significantly improve the mucous membrane phenomenon of the die-casting mold, but when the Fe content is too high, it is easy to form a large number of Al3Fe, Al7Fe2, Al-Si-Fe flake structure When the addition of Fe element exceeds 1.0%, the excess Fe element is easy to cause specific gravity segregation in the crucible, and a large number of hard spots are easily formed on the surface of the die-casting alloy, reducing the pressure of die-casting. surface quality of the product.
Usually a small amount (0.2-0.45%) of Ni is added to the die-casting aluminum-silicon alloy, and the die-casting product can be polished to obtain a smooth surface and improve the surface quality of the die-casting product. Adding ≤3.0% Zn element to the die-casting aluminum-silicon alloy containing copper and silicon helps to improve the mechanical properties of the die-casting aluminum-silicon alloy material. Cr element can form a large number of dispersed phases with a size of 0.01-0.1 μm in the alloy, inhibit the recrystallization and grain growth of the alloy, play the role of grain refinement, and improve the toughness of the alloy. When the addition of Cr element is in the range of 0-0.1%, the strength and elongation of the alloy material decrease with the increase of the addition amount; when the addition of Cr element is in the range of 0.1% to 0.2%, with the increase of the addition amount, the alloy material decreases. The strength and elongation increased continuously, and the best value was obtained at 0.2% additive content.
The addition content of Mg element is generally not more than 1.0%, which can generate an appropriate amount of Mg2Si strengthening phase in the alloy, and at the same time refine the eutectic Si phase without segregation, and improve the strength of the alloy. Adding a small amount of Sc element can effectively refine the grain structure and greatly prolong the low-cycle fatigue life of the material. Usually, adding an appropriate amount of Cu element in die-casting aluminum alloy can passivate the ends of the coarse dendrites and turn them into fine flower-like grains, change the morphology of the alloy grains, and reduce the micro-segregation of the alloy.
The dispersion and precipitation of α-Al2Cu intermetallic compounds in the early stage of solidification can hinder the migration of grain boundaries and reduce the growth rate of grains. Under the condition of rapid cooling, the dendrite structure is refined, the grain distribution is more uniform, and the compactness of the alloy is improved. It can significantly reduce the liquidus temperature of the alloy, promote crystal branches to form thin necks, easily produce crystal proliferation, and significantly refine the grain structure. Figure 7 shows the microstructure of ADC12 die-casting aluminum alloy with different Cu element additions. . In addition to optimizing the mechanical properties of die-casting aluminum alloys through composition design, for solid-solution-strengthened die-casting aluminum alloys, the strength and plastic toughness of die-casting alloys can be adjusted by adjusting the heat treatment parameters. The process parameters realize the densification of the alloy structure and effectively improve the mechanical properties of the die-casting products.
For Al-Mg die-casting aluminum alloys, the process fluidity and linear shrinkage of the alloys are improved mainly by controlling the content of Fe element and adjusting the addition ratio of Si and Mg elements.
Adding 0.85% Y element can significantly improve the elongation and impact toughness of ADC12 die-casting alloy. After T4 heat treatment at 520 ℃ for 8 h, the tensile strength can reach 225 MPa, and the impact toughness can reach 10.8 J/cm2; when Ce element When the addition amount is 1.07%, the casting flow properties of ADC12 die-casting alloy can be significantly improved. Die-casting aluminum alloy is easy to be involved in gas during filling and injection process. High-cooling rate die-casting forms a high supersaturated solid solubility. Conventional heat treatment process is prone to deformation and bulging. Therefore, low-temperature aging heat treatment process is generally used. The low-temperature aging temperature of die-casting aluminum alloys is generally selected at 150-175 °C. As the aging time increases, the strength of the alloy material increases continuously, and the plasticity decreases continuously. The low-temperature aging time generally does not exceed 12 h.
The effect of heat treatment on the mechanical properties of rheological die-casting A356 aluminum alloy. When T51 heat treatment artificial aging is selected for 3 h, the alloy strength can reach 290 MPa, and the elongation rate can reach 8.5%; when T6 heat treatment artificial aging is used for 1 h, the tensile strength of the alloy is comparable to The elongation increased to 310 MPa and 16.5%, respectively; with the prolongation of artificial aging time, when the aging holding time was selected as 4.5 h, the tensile strength reached a peak value of 335 MPa, and the elongation decreased to 10.5%.
The Causes And Application Evaluation Of Defects In Die Casting Aluminum Alloys
The defects of aluminum alloy die-casting products are mainly porosity defects, and the causes mainly include the following categories:
- The purity of the alloy melt is not enough, the gas content is high, and it remains inside the casting during the die-casting process;
- Die-casting molds are poorly ventilated to produce pores;
- Improper setting of die-casting process parameters results in porosity and shrinkage defects caused by entrainment;
- The difference in the wall thickness of the product is too large, causing pores.
In order to solve the porosity and shrinkage defects existing in the die-casting parts and effectively improve the metallurgical quality and mechanical properties of the die-casting products, researchers at home and abroad have proposed advanced technologies such as vacuum die-casting, semi-solid die-casting and extrusion die-casting to obtain high strength, high Dense, weldable, heat treatable and twisted die castings. Vacuum die casting refers to the method of evacuating or partially evacuating the gas in the cavity, reducing the air pressure in the cavity, facilitating filling and removing the gas in the melt, thereby obtaining dense die castings.
Compared with the ordinary die-casting process, the vacuum die-casting matrix is denser, the internal pores are small and dispersed, and it is not easy to merge and grow during the solution treatment process. At the same time, the Oswald aging effect of the hydrogen pores is weak, and the vacuum die-casting process can effectively delay the die-casting product. During solution treatment, the surface foams, and the farther the foamed core is from the surface, the smaller the core size and the higher the surface density and strength, the longer the time required for surface foaming [15]. At present, the typical high vacuum die casting process methods mainly include the German Vacural method, the MFT (Minimum Fill Time) method and the Japanese Vaccum Golve Box method. Hamer is a relatively mature enterprise in the research and application of this technology [14, 23]. At present, the aluminum alloy auto parts produced by the high vacuum die casting process have been greatly developed. For example, the AM60B magnesium alloy automobile wheel hub is produced by the vacuum die casting process, and the AM60B magnesium alloy automobile steering wheel is produced by the vacuum die casting process at a temperature of 2940 kN. Produced on a die-casting machine in a die-casting chamber, the elongation is more than 2 times that of ordinary die-casting magnesium alloy steering wheels
After the vacuum die casting process is adopted, the internal porosity of the die casting is significantly reduced, the microstructure is smaller, and the mechanical properties are higher, and it can be strengthened by heat treatment to further improve the strength and toughness of the die casting alloy material. The core of high vacuum die casting technology is to control the cavity to be kept in a vacuum state. The general method at this stage is to connect the melting furnace with the liquid riser and the injection chamber, and evacuate the air in the melting furnace until the melting furnace reaches the vacuum state. The alloy melt is filled into the shot chamber, and the die casting is performed when the shot chamber achieves a vacuum condition [5]. The elongation of conventional die-casting aluminum alloys is generally not more than 4%, while the high-vacuum die-casting manufacturing process is used, and the elongation of die-casting structural components can generally reach about 8%. Since the 1990s, researchers in Germany and Japan have carried out research and development of high vacuum die-casting aluminum alloy materials based on the Vacural method, MFT method or independently developed high vacuum technology. At present, it is maturely used in high vacuum The aluminum alloy composition of the die casting process is shown in Table 2. It can be seen from Table 2 that the alloy materials currently developed abroad for high vacuum die casting are mainly Al-Si alloys, which have good casting processability and high strength, and can be used to form and manufacture integrated components with complex structures and shapes. The amount of AlSi10MnMg alloy is the most widely used. By increasing the Si content, the process fluidity is improved, the content of Cu and Fe elements is reduced to avoid hot cracking and deterioration of the mechanical properties of the material, and Ti and Sr elements are added for silicon phase transformation and grain refinement. Niklas’ research shows that when the Fe content in AlSi10MnMg alloy is between 0.47% and 0.6%, the strength and elongation of the alloy decrease continuously with the increase of Fe content. When the Mn/Fe element ratio in the alloy is controlled at 2/3, the By selecting a reasonable heat treatment process, the elongation of the alloy can be stably controlled at about 8%. The use of high pressure injection pressure can improve the compactness of the alloy melt in the filling stage, reduce the number and size of involved pores, and reduce the severity of loose defects inside the casting; the low pressure casting speed can improve the exhaust effect of the mold cavity and effectively prevent The pressure chamber is entrained, and the temperature of the pressure chamber is prevented from dropping too fast. The tensile strength of A380 die-casting alloy can reach 365 MPa under the die-casting pressure of 66.7 MPa and the die-casting speed of 0.1 m/s, and the elongation rate is maintained at 4.2% .
Scientists used super-spot cooling technology to complete the optimal design of the die-casting mold, which reduced the gas content involved in the casting during the die-casting process, and effectively improved metallurgical defects such as porosity and shrinkage. Combined with computer simulation calculation methods, numerical simulation is used to predict the flow rate and pressure distribution of the alloy melt during the filling process, and the mold design can be optimized, and the gas involved in the cavity can be reasonably eliminated; Accurately predict the solidification shrinkage of the alloy melt during high-speed injection, optimize the gating system, and improve the metallurgical quality of die-casting products.
Scientists have studied the influence of injection speed on the properties of A380 die-casting aluminum alloy. The research pointed out that setting an appropriate low-pressure injection speed during die-casting can significantly improve the refinement of the alloy structure, and can significantly change the shape of the intermetallic compound, and the die-casting structure is more The dense, non-dendritic structure is spherical, which can significantly improve the mechanical properties of die-casting products [27]. For die-casting products with serious porosity defects, it can be improved by vacuum pressure infiltration, that is, under certain conditions, the infiltrating agent is infiltrated into the micro-pores of the die-casting products, and the fillers infiltrated into the micro-pores and the inner wall of the casting pores are cured after curing. It is integrated into one body to block the micro-pores to meet the requirements of die-casting products [28]. In the selection of high vacuum die casting alloy material system, compared with Al-Si alloy, Al-Mg alloy can obtain excellent tensile strength and elongation without solution treatment, but the addition of Mg element to the alloy The smelting and die-casting control of the die-casting system has brought certain difficulties, and it is mainly used to form and manufacture some die-casting parts that do not require high mechanical properties. The Magsimal-59 (AlMg5Si2Mn) high-strength, tough and high-vacuum die-casting alloy developed by Rheinfelden Gm-bH in Germany has an as-cast elongation of over 15% and a yield strength of over 120 MPa. In recent years, it has been widely used in the new energy vehicle industry. In order to avoid the high temperature gasification oil mist of the release agent in the die-casting process being involved in the die-casting product with the liquid flow, and the formation of nested bubbles in the process of electroplating and other surface treatments, an appropriate amount of fine SiC particles can be added to the release agent to refine the die-casting product. The surface grains can reduce the size of the gap between grains and improve the surface quality of the product.
The AlMg5Si2Mn alloy is optimized and improved by controlling the Mg content and optimizing the parameters of the aging heat treatment process. The as-cast strength and elongation can reach 324 MPa and 8.31%, and the tensile strength and elongation can reach 369 after aging at 250 ℃ for 1 h. MPa and 8.47%, it has been widely used in the mass production of automobile subframes [6]. Scientists have studied the effect of heat treatment on the mechanical properties and microstructure of vacuum die-casting Al-9.0Si-3.0Cu-1.2Fe1.0Zn-0.3Mg automobile engine block, and pointed out that after solution treatment at 500 ℃, the morphology of eutectic silicon continues to spheroidize And the best spheroidization effect was achieved at 4 h. With the continuous increase of the holding time, the morphology and distribution of eutectic silicon deteriorated. Average tensile strength, tensile strength stability, and elongation stability are the highest.
Semi-solid die casting refers to the technology of obtaining slurry with about 50% or even higher solid phase components at a certain cooling rate. The technology of forming slurry by die casting mainly includes two processes: rheological deformation and thixoforming Domestic Beijing Nonferrous Metals Research Institute, Beijing University of Science and Technology, Tsinghua University and other colleges and universities have carried out a part of research work in blank preparation, rheology, etc., but have not yet fully entered into engineering production development [30-35]. Squeeze die casting is also called liquid metal die pressing. This process has good compactness, high mechanical properties and no risers. It has good technological advantages and can replace traditional die casting and vacuum die casting processes. It is still in the theoretical research stage as a whole.
What Kind Of Aluminum Material Do You Die Casting With?
For Aluminum Parts:
- A360
- A380
- ADC6
- ADC10
- ADC12
- ALSi12
- ALSi9Cu3
The Future Development Trend Of Die Casting Aluminum Alloy
Ten Defects Analysis Of Aluminum Die Casting
Die casting is a metal casting process that uses a mold cavity to apply high pressure to molten metal, similar to injection molding of plastics. Die casting is especially suitable for the manufacture of a large number of small and medium-sized castings, so die casting is the most widely used of various casting processes. Compared with other casting techniques, die casting has a flatter surface and higher dimensional consistency. However, irregular operations and parameters can also produce a wide variety of defects.
- Flow marks and patterns: There are stripes on the surface of the casting that are consistent with the flow direction of the molten metal, and there are obvious non-directional lines that are different from the color of the metal matrix, and there is no development trend.
- Reticulated hairy wings (tortoise cracks): There are traces of protrusions or depressions like reticulated hairs on the surface of the die-casting parts, which expand and extend with the increase of the number of die-castings.
- Cold isolation: The surface of the die-casting part has obvious, irregular, sunken linear lines (there are two types of penetration and non-penetration), the shape is small and narrow, and sometimes the edge of the interface is smooth, which may be broken under the action of external force. .
- Sink (dent): There are smooth dents (like disks) on the surface of the thickest part of the die casting.
- Imprints: traces left by the contact between the surface of the casting and the surface of the die-casting mold cavity or step marks on the surface of the casting.
- Adhesion traces: small flakes and metal or non-metallic and metal matrix parts are welded, and the small flakes are peeled off under the action of external force.
- Delamination (skin and peeling): There are obvious layers of metal in the part of the casting.
- Friction ablation: The surface of the die casting produces a rough surface in some positions.
- Erosion: There are pits or raised lines in the local position of the die casting.
- Cracks: The castings are placed in an alkaline solution, and the cracks are dark gray. The damage and cracking of the metal matrix are straight or wavy lines, the lines are narrow and long, and there is a development trend under the action of external force.
How To Making Aluminum Die Casting
Traditional die-cast aluminum is an alloy of aluminum and other metals such as copper, magnesium, zinc, iron, etc. Castings made of die-cast aluminum die-casting can only be subjected to ordinary powder spraying and oil spraying during surface treatment, but anodizing treatment is not possible.
In this way, the appearance of the casting made of die-cast aluminum is relatively monotonous, and the texture is poor. Compared with the traditional die-casting aluminum, the castings made of pure aluminum die-casting have good anode performance. Through oxidation treatment, not only can various bright colors be colored, but also the oxide film produced by the anode has a certain acid and alkali resistance. Corrosion, sun resistance and no discoloration, it has the same metal texture as extruded profiles, and can meet the needs of customers with high color requirements.
Since the melting point of pure aluminum is higher than that of traditional die-casting aluminum, the traditional die-casting method is used to die-cast pure aluminum, and the fluidity of liquid aluminum during the production process is too poor, which will lead to incomplete filling of the casting. Suitable for pure aluminum die-casting production.
Why your price is more reasonable then other china supplier?
- 1.the material of die casting: Lee KEE Group aluminium & zinc and etc
- 2. Die Casting machine:LK GROUP , YIZHIMI Group,lijie
- 3.Use Green Energy ,Save the world : Huawei,Natural gas,Electricity ——choose us , for the Minghe Casting.thanks
- 4, Die Casting Mold :Bigger Size ,and more than 50000 shots mold life.
- 5.Inspection equipment:CMM

AD12 Automotive Thermostat Housing 
Aluminum Alloy Bracket For Car Turn Signal 
Aluminum Die Casting Motor Front And Rear Cover 
Aluminum New Energy Vehicle Power Box 
Automotive Air Filter Aluminum Alloy Parts 
Car Headlight Aluminum Alloy Heat Sink 
Car Wiper Aluminum Alloy Accessories 
Die Casting Auto Steering Gear Housing 
Die Casting Auto Steering Gear Parts 
IP67 Aluminum Die Casting Street Light Shell 
New Energy Vehicle Battery Module Aluminum Bracket 
Aluminum Vehicle Suspension System Parts


